HS25合金是什么
的有关信息介绍如下:
HS25/GH605是钴基高温合金材料。
HS25特性及应用领域概述:
该合金是以20Cr和15W固溶强化的钴基高温合金,在815℃以下具有中等的持久和蠕变强度,在1090℃以下具有优良的抗氧化性能,同时具有满意的成型、焊接等工艺性能。适用于制造航空发动机燃烧室和导向叶片等要求中等强度和优良的高温抗氧化性能的热端高温零部件。也可在航空发动机和航天飞机上使用。主要在引进机种上使用,用于制造导向呈片、涡轮外环、外壁、涡流器、封严片等高温零部件。
HS25/GH605相近牌号:
L605、HS25、WF-11、ALS1670、UNSR30605(美国)、 KC20WN(法国)、Haynes25
HS25
HS25
HS25金相组织结构:
该合金时效后可板出一些碳化物和金属间化合物,包括M7C3、M23C6、M6C、a-Co3W、β-Co3W、L-Co2W和μ-Co7W6。
HS25工艺性能与要求:
1、该合金具有满意的冷热成形性能,热加工温度范围在1200~980℃,锻造温度应足够高以减少晶界碳化物,也应足够低以控制晶粒度,适宜的锻造温度约为1170℃。
2、该合金的晶粒度平均尺寸与锻件的变形程度、终锻温度密切相关。
3、合金可用熔焊、电阻焊和纤焊等方法进行连接。
4、合金固溶处理:锻件和锻棒1230℃,水冷。
HS25规格:
HS25无缝管、HS25钢板、HS25圆钢、HS25锻件、HS25法兰、HS25圆环、HS25焊管、HS25钢带、HS25直条、HS25丝材及配套焊材、HS25圆饼、HS25扁钢、HS25六角棒、HS25大小头、HS25弯头、HS25三通、HS25加工件、HS25螺栓螺母、HS25紧固件、HS25刷丝等
篇幅有限,如需更多更详细介绍,欢迎咨询了解。
看图:
HS25全称“Haynes25”,属于钴基合金。
该合金是以20Cr和15W固溶强化的钴基高温合金,在815℃以下具有中等的持久和蠕变强度,在1090℃以下具有优良的抗氧化性能,同时具有满意的成形、焊接等工艺性能。适用于制造航空发动机燃烧室和导向叶片等要求中等强度和优良的高温抗氧化性能的热端高温零部件。也可在航空发动机和航天飞机上使用。主要在引进机种上使用,用于制造导向呈片、涡轮外环、外壁、涡流器、封严片等高温零部件。
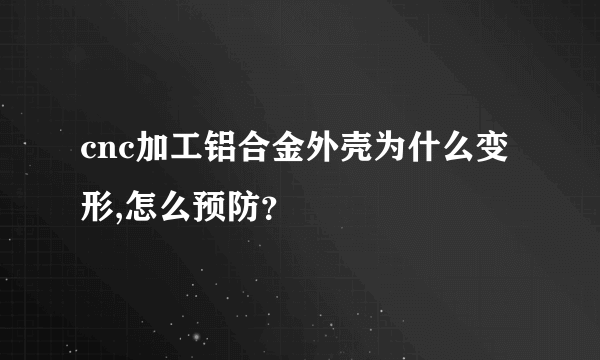
HS25化学成分如下图:
Haynes25属于钴基高温合金
是以20Cr和15W固溶强化的钴基高温合金,在815℃以下具有中等的持久和蠕变强度,在1090℃以下具有优良的抗氧化性能,同时具有满意的成形、焊接等工艺性能。
概述
适用于制造航空发动机燃烧室和导向叶片等要求中等强度和优良的高温抗氧化性能的热端高温零部件。也可在航天发动机和航天飞机上使用。可生产供应各种变形产品,如薄板、中板、带材、棒材、锻件、丝材以及精密铸件。
1、热处理制度
板材、带材:1175~1230℃,快速冷却;
固溶强化的钴基高温合金
环形件:1175~1230℃,保温不少于15min,水冷或快速空冷;
棒材(机加工用):1175~1230℃,快速冷却。
2、品种规格与供应状态
可以生产δ≤14mm的热轧中板、δ≤4mm的冷轧板材、δ0.05~0.80mm的冷轧带材、δ0.20~0.80mm的冷硬带材、d0.2~10.0mm的焊丝、d≤300mm的棒材和各种直径及壁厚的环形件。
中板和薄板经固溶、碱酸洗、切边;焊丝以硬态、半硬态、固溶加酸洗、光亮固溶处理状态成盘,也可以直条;环形件经固溶处理粗加工或除氧化皮;机加工用棒材经退火后酸洗或磨光,热加工用棒材可经退火并磨光。
3、熔炼与铸造工艺
合金采用电弧炉或非真空感应炉熔炼后再经电渣重熔,或采用真空感应熔炼加电渣重熔。
4、应用概况与特殊要求
主要在引进机种上使用,用于制造导向叶片、涡轮外环、外壁、涡流器、封严片等高温零部件。该合金对硅含量很敏感,硅可促使合金在760~925℃之间暴露时形成Co2W型L相,从而使合金的室温塑性下降,因此合金中的硅含量应控制小于0.4%。
1.3、材料的技术标准
WS9 7053-1996 《合金热轧板材、冷轧薄板和带材》
Q/5B 4021-1992 《合金环形锻件技术条件》
Q/5B 4031-1992 《合金棒材》
Q/5B 4032-1992 《合金带材》
Q/5B 4033-1992 《合金带材(硬态)》
Q/5B 4059-1992 《高温合金冷拉焊丝》
热性能
2.1.1、熔化温度范围 1330~1410℃
密度
ρ=9.13g/cm3
工艺性能与要求
1、该合金具有满意的冷热成形性能,热加工温度范围在1200~980℃,锻造温度应足够高以减少晶界碳化 物,也应足够低以控制晶粒度,适宜的锻造温度约为1170℃。
2、该合金的晶粒度平均尺寸与锻件的变形程度、终锻温度密切相关。
3、合金可用溶焊、电阻焊和纤焊等方法进行连接。
4、合金固溶处理:锻件和锻棒1230℃,水冷。