增碳剂分类、用途、选择详述
的有关信息介绍如下:
增碳剂(即碳素)是钢铁冶炼中不可缺少的添加剂,它的使用可以节省大量铁矿石的使用量,同时增加了废钢、废铁的使用量,降低生产成本,节省了不可再生资源。换句话说,增碳剂的使用,不仅可以增加钢材中的碳含量,而且还可以降低钢材中的硫含量,是一种多用途添加剂。
增碳剂分炼钢用增碳剂(中华人民共和国黑色冶金行业标准,YB/T 192-2001炼钢用增碳剂)和铸铁用增碳剂,以及其他一些添加材料也有用到增碳剂,譬如刹车片用添加剂,作摩擦材料。增碳剂属于外加炼钢、炼铁增碳原料。优质增碳剂是生产优质钢材必不可少的辅助添加剂。
现在国内大量铸造企业在做合成铸铁,大量使用增碳剂,而国内目前没有铸造使用增碳剂的标准。以前我在论坛谈过,98年在外企铸造工厂库房里面看见进口的各种增碳剂,这是一个密烘铸铁认证的工厂,增碳剂名称以:高氮,中氮,低氮增碳剂为名称。那么增碳剂究竟氮含量多少为好?怎么区分?很多增碳剂供应商都没有详细标定氮含量。最近和国内知名增碳剂供应商询查,结果如下:
1.煤增碳剂,氮含量依据煤的品质不同,氮含量不同,一般在2000-7000PPM,即0.2-0.7%。估计是烟煤?无烟煤?差别?
2.普通煅烧石油焦增碳剂,其因为没有经过高温煅烧,可能煅烧温度偏低,时间偏短。氮含量一般在1000PPM左右,硫含量也高。在白纸上无法画出清晰的痕迹。
3.高温煅烧石油焦增碳剂,氮含量在300-500PPM,硫比前者低很多。在白纸上可以留下清楚痕迹。
4.质量最好的高温煅烧石油焦增碳剂,氮含量在100PPM。硫比前者更低。在白纸上可以留下清晰痕迹,手感舒适,就像6B铅笔一样。
5,。特别要提醒大家的是石墨柱颗粒增碳剂,以石墨粉加粘结剂,通过挤压成圆柱颗粒的增碳剂。这种增碳剂因为碳都以石墨形态出现,炉内吸收特别好,与上述高温煅烧石油焦几乎一样,价格在5千元左右。铸造工作者都以为这种增碳剂很好,硫低,氮含量也低。其实不然!!!这种增碳剂氮含量很高!!!一般在2000PPM左右,希望大家引起注意!!!增碳剂质量不好,氮含量高,容易引起铸件氮气孔缺陷,我们说氮可以强化铸铁基体,提高强度,但是由于合成铸铁废钢加入很多,已经使铁水氮含量在上限,此时增碳剂如果氮含量继续很高,容易引起铸件氮气孔废品。
碳化硅和增碳剂在当今铸铁厂的应用
碳化硅是由一个碳原子和一个硅原子组成的化合物,其中硅占70%,碳占领区0%(按重量)。它是Edward G Acheson在制作人造金刚石时偶然发现的。由于它很坚硬,并且能切割玻璃、金属以及其他材料,因此它最初的用途是用作磨料。由于它几乎在任何温度下都不氧化,所以可将其用作耐火材料。由于它在高温下也非常稳定,所以曾被广泛用作窑炉的充填料。由于它能抵抗渣的侵蚀,所以可用作炼铝炉和鼓风炉的渣线砖。由于它在有渣存在的情况下溶解时,碳原子和硅原子会成为带电离子(C-4和Si +4)被释出,因而又是一种被广泛用于电炉炼钢的有效脱氧剂。当将其加入灰铁、球铁或可锻铸铁时,它不仅很易溶解,并会使碳和硅以合金形式进入熔体。当温度低于1620℃时,其碳将起脱氧剂的作用,从而使诸如FeO和MnO之类不太稳定的氧化物,通过SiC+FeO=Si+Fe+CO这一反应而被还原。当温度高于1620℃时(例如炼钢时),硅将担负起所有的脱氧任务,而碳则起增碳剂的作用,且其收得率可达100%。铁的无芯感应熔炼是碳化硅的主要应用领域。在美国,约有95%的无芯感应炉都是用SiC作为主要的硅源。在灰铁、球铁和可锻铸铁方面,都是通过SiC+FeO=Si+Fe+CO这个反应,用SiC来降低FeO和MnO在渣中的含量。
由于FeO的存在能使任何渣的熔点下降,所以在任何既定的温度下,因为渣的熔点的下降,都会使更多的渣变成液体。例如,当渣中的FeO含量为10%时,它的熔点将是1350-1400℃,加之在无芯感应炉的强烈搅拌作用下,这种液态渣将在熔体中被“均匀化”,从而把千万个非常小的渣粒留在熔体中,铸件的许多表面缺陷就是这种流动性很好的高FeO和MnO渣(通常称之为硅酸锰渣)被带入了铸型造成的。如果加入SiC,从而把这种渣的FeO含量降到1或2%,其熔点就会提升到1500-1550℃,那么,在通常的出铁温度(1500-1550℃)下,这种渣或者仍然保持为固体,或者仅有很少量变成液体,从而将一较大的单体保留在炉子中,这就使得渣粒因有较高的上浮速度而容易被排除,并使其被带入铸型从而造成铸件缺陷的机会大大减少。
铁水中存在非常小的FeO-SiO2夹杂(铁橄榄石)是使铁水流动性下降、缩松倾向增大、白口增多的主要原因,这对球铁来说更是如此。因此,减少其在铁水中的数量,就能消除增大缩松和白口倾向。
由于碳化硅在铁水中是溶解而不是熔化,因此,它进入铁液所花的时间要比FeSi长。由于作用时间较长,所以衰退时间增大。
因此,在球铁方面,尽管炉子常常没有给硅留有余地或者只留有很小的余地,然而许多铸造厂已经发现,往炉料中配入至少3-4kg/T的SiC在经济上是合算的。他们所看到的冶金效果是:白口发生减少,流渣造成的缺陷降低,石墨球数增加,缩松倾向减小,衰退时间增长。这部分是由于用残留物含量低的SiC取代了含有铝的硅铁和N和S含量都较高的增碳剂的结果。
SiC在球铁方面的另一用途是进行纯镁处理时的“预孕育”作用。进行纯镁处理的缺点之一就是会增加产生缩松和碳化物的倾向。国外的研究表明:往处理包中加入2kg/TSiC是消除这一冶金问题的最有效办法。
由于FeO在球铁渣中的含量比在灰铁或蠕铁渣中的含量要高,因此,流态渣对球铁造成的问题要比对灰铁或蠕铁造成的问题更严重,因此,往球铁中加入SiC的效果会更好。
在灰铁和蠕铁方面,国外铸造厂所观察到的冶金效果与在球铁方面所观察到的效果基本相同:渣的数量和流动性减小,共晶团数量增多,白口倾向减少,衰退时间增长。另外,国外的灰铁和蠕铁铸造厂常常都有足够供在炉料中配入一定数量SiC的余地。最通常的加入量是:灰铁10-15kg/T,蠕铁5-10kg/T。我国是碳化硅生产大国,年产量已达20多万吨,其中冶金级碳化硅的产量约占1/3左右,目前在我国主要是用作电炉炼钢的脱氧剂,在铸造厂的应用极少。
由于我国许多铸铁厂,尤其是球铁厂,都不同程度地存在着流渣引起的缺陷等问题,而且也都面临着一个如何满足越来越高的质量标准和日益激烈的成本竞争问题,因此,集脱氧剂和增碳剂于一身、且资源丰富的碳化硅必将成为我国许多铸铁厂减少流渣缺陷,提高铸件质量,降低成本的一个非常重要的工具。
此外,随着用高镁合金包芯线生产球铁技术的日趋完善与推广,用既能增碳、增硅,又能起预孕育作用的碳化硅部分或全部取代硅铁的工作也必将被许多铸铁厂提到日程,因为这不仅能提高球铁的质量,而且还能进一步降低生产成本。
总之,碳化硅在我国当今铸铁厂的应用,既是势在必行,更是大势所趋。
增碳剂属于外加炼钢、炼铁增碳原料。优质增碳剂是生产优质钢材必不可少的辅助添加剂。同样的化学成分,采用不同的熔炼工艺、不同配料和配料比,铁液的冶金质量完全不同。获得好的渗碳效果,电炉采用的是增碳技术,冲天炉采用的是高温精密铸造技术。
增碳剂对精密铸造产品的影响主要有三方面。
1、在高的碳量条件下,为获得高强度的灰铸铁铸件,熔炼过程采用全废钢加增碳剂的工艺,是铁液更加纯净,生产的铸件材料性能高。
2、铁液增碳技术,在熔炼过程中特别是电炉熔炼,可以增加石墨晶核,同时减少铁液氧化。
3、增碳是防止或减轻收缩倾向最好的措施。由于铁液凝固过程中的具有石墨化膨胀的作用,因此良好的石墨化会减少铁液的收缩倾向。
增碳剂在铸造时使用,可大幅度增加废钢用量,减少生铁用量或不用生铁。电炉熔炼的投料方式,应将增碳剂随废钢等炉料一起往里投放,小剂量的添加可以选择加在铁水表面。但是要避免大批量往铁水里投料,以防止氧化过多而出现增碳效果不明显和铸件碳含量不够的情况。增碳剂的加入量,根据其他原材料的配比和含碳量来定。不同种类的铸铁,根据需要选择不同型号的增碳剂。
增碳剂特点本身选择纯净的含碳石墨化物质,降低生铁里过多的杂质,增碳剂选择合适可降低铸件生产成本。
感应炉使用增碳剂的方法
近年来,感应电炉用于熔炼铸铁已越来越多。通常,在感应电炉内仅靠加入金属炉料是不能确保铁液所需碳量的,必须补加增碳剂。为此,对于感应电炉,特别是中频感应电炉,添加增碳剂是熔炼操作的重要环节。本文将介绍一些感应电炉使用增碳剂的小知识。
1增碳剂中未熔解微粒的石墨化作用
在熔化的铁液中,增碳剂除了有已溶入铁液的碳以外,还有残留的、未溶入的石墨形式的碳,并以粒状被卷入搅拌的液流之中。未熔解、粗大的石墨粒子,在通电时大部分悬浮在炉壁附近的铁液液面,一部分则附着在相当于搅拌死角的炉壁中部。此时,一旦通电停止,这些粗大的石墨粒子由于浮力,会被缓缓地悬浮出来。超出光学显微镜所能观察范围的极微小的粒子在石墨熔解的过程中,不但在通电时,即使在通电停止时都能悬浮在铁液之中。
据介绍,越是接近于构成共晶晶核的物质,即使所添加的石墨与共晶石墨的结晶度有些不同,与其他能够推断为形成石墨核心的物质相比较,势必祸合度要大些。从此观点出发,可以认为:悬浮的微细石墨粒子有利于生成石墨核心,可起到防止铸铁过冷和白口化的作用。
2增碳剂粒度对增碳效果的影响
2.1增碳剂粒度对增碳时间的影响
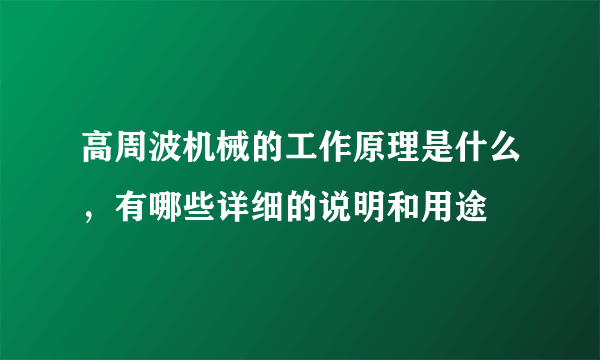
增碳剂粒度是影响增碳剂熔入铁液的主要因素。用表1中成分大致相同而粒度有所不同的A,B,C增碳剂作增碳效果试验,其结果如图1所示。尽管经过15min后的增碳率是相同的,但达到90%增碳率的增碳时间则大有区别。使用未经粒度处理的C增碳剂要13min,除去微粉的A增碳剂要8 min,而除去微粉和粗粒的B增碳剂仅需6min。这说明增碳剂的粒度对增碳时间有较大的影响,混入微粉和粗粒都不好,尤其在微粉含量高时。
2.2增碳剂粒度对增碳剂的影响
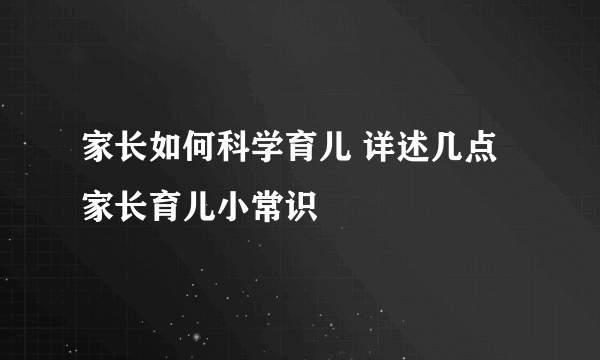
日本的中江和望月两人,曾对于质量分数99.8%的C和质量分数0.023%的S,粒度分布如表2的增碳剂作过增碳量的试验,试验结果如图2所示。从图中可以看出,粒度偏于微粉的增碳剂E的增碳效果极差,粒度偏于粗的增碳剂G的增碳效果较好;而适当除去微粉和粗粒的增碳剂A的增碳效果最好。
以上事实证实,为了提高增碳效果,对增碳剂应作除去微粉和粗粒的粒度处理。
3铁液化学成分对增碳剂增碳效果的影响
3.1硅对增碳剂增碳效果的影响
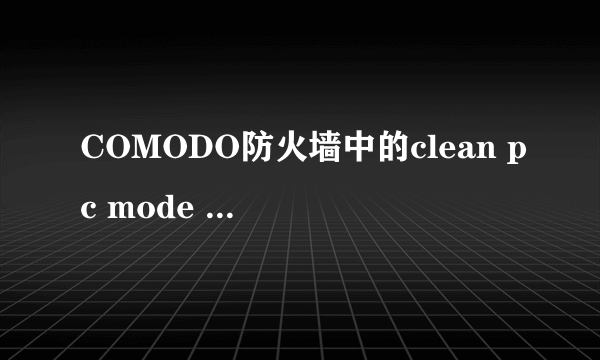
铁液中的硅对增碳效果有较大的影响。硅含量高的铁液增碳性不好。有人让铁液中Si的质量分数在0.6%~2.1%的范围内变化,并添加如表1所示的A,B两种增碳剂,观察加入增碳剂后增碳时间的区别,其结果如图3所示,铁液中Si的质量分数高时,增碳速度慢。
3.2硫对增碳剂增碳效果的影响
正如铁液中的硅的质量分数对增碳效果的影响那样,硫的含量对增碳也有一定的影响。用表2中的A增碳剂,在添加前先加入试剂用的硫化铁,观察S的质量分数对增碳的影响。当添加硫化铁、铁液中S的质量分数为0.045%时,将它与无添加硫化铁、铁液中S的质量分数为0.0014%的低硫铁液相比较,增碳速度要迟缓得多。
4增碳剂选择及加入方法
4.1应选择含氮量少的增碳剂
铸铁铁液中通常的氮的质量分数在100ppm以下。如果含氮量超过此浓度(150-200 ppm或者更高),易使铸件产生龟裂、缩松或疏松缺陷,厚壁铸件更容易产生。这是由于废钢配比增加时,要加大增碳剂的加入量引起的。焦炭系增碳剂,特别是沥青焦含有大量的氮。电极石墨的氮的质量分数在0.1%以下或极微量,而沥青焦氮的质量分数约为0.6%。如果加入质量分数为0.6%氮的增碳剂2%,仅此就增加了120 ppm质量分数的氮。多量的氮不仅容易产生铸造缺陷,而且氮可以促使珠光体致密、铁素体硬化,强烈提高强度。
4.2增碳剂的加入方法
铁液的搅拌可以促进增碳,因此搅拌力弱的中频感应电炉与搅拌力强的工频感应电炉比较,增碳相对困难得多,所以中频感应电炉有增碳跟不上金属炉料的熔解速度的可能性。
即使是搅拌力强的工频感应电炉,增碳操作也不能忽视。这是因为,从感应电炉熔炼的原理图可知,感应电炉内存在上下分开的搅拌**,在其边界的炉壁附近还存在着死角。在炉壁停留、附着的石墨团如果不用过度升温和长时间的铁液保温是不能熔入铁液的。铁液过度升温和长时间的保温,会增大铁液过冷度,有加大铸铁白口化的倾向。此外,对于在炉壁附近产生强感应电流的中频感应电炉来说,如果附着在炉壁的石墨团之间钻进铁液,在进行下一炉熔炼时,钻进的金属被熔化,导致侵蚀和损伤炉壁。因此,在废钢配比高,加入增碳剂多的情况下,加入增碳剂要更加注意。增碳剂的加入时间不能忽视。增碳剂的加入时间若过早,容易使其附着在炉底附近,而且附着炉壁的增碳剂又不易被熔入铁液。与之相反,加入时间过迟,则失去了增碳的时机,造成熔炼、升温时间的迟缓。这不仅延迟了化学成分分析和调整的时间,也有可能带来由于过度升温而造成的危害。因此,增碳剂还是在加入金属炉料的过程中一点一点地加入为好。